Taking an Incremental, Multi-Stage Approach When Upgrading Aging DCS Systems
As Distributed Control Systems (DCS) age, there can be increasing risks to the process manufacturer. An old or obsolete DCS system may no longer be supported by the original supplier, spare parts may no longer be readily available, and system performance issues may begin to appear. With some DCS systems now decades old, system users often know they need to upgrade but find the task daunting given the cost and potential for disruption of operations while the new system is brought online.
Even if process manufactures have installed newer equipment alongside legacy components, there can be considerable challenges maintaining disparate legacy systems, associated spare parts and the different skill sets required to support multiple control system platforms. This can lead to “islands of automation” that diminish the effectiveness of a user to integrate, control and optimize the entire process from beginning to end. It may be that the system user has simply outgrown the existing control system due to increased production demands and/or newly added processes.
“Most process manufacturers are looking to maximize their automation investments and run them as long as they can before upgrading or replacing,” explains Dwight Wood, Vice President of Global Sales for Owings Mills, Maryland based NovaTech LLC Process Division whose D/3 DCS system solution was introduced 38 years ago as the first hybrid batch and continuous control architecture. “A number of process manufacturers have come to us with I/O, controllers and even servers that are 30 to 40 years old.”
When process manufacturers ultimately decide to move forward on an upgrade, however, they often find that their DCS supplier has implemented a new generation of technology that lacks a cost and mission effective migration path to update the existing system often requiring a rewrite of applications programming or a complete “rip and replace.”
Fortunately, ripping and replacing a dead-ended DCS system is not required.
“Addressing the vulnerabilities that are present with a legacy DCS does not always require a disruptive all-at-once approach,” says Wood. “For a plant of any scale running at or near capacity, taking down processing lines for any amount of time can be extremely expensive in terms of lost production and business impact.”
Instead, many engineering, operations and procurement teams are opting for a multi-stage implementation over a total system overhaul by phasing in newer DCS servers, controllers and applications. This approach is more affordable and less disruptive, while still allowing gaps, points of pain and cybersecurity risks to be addressed immediately.
A Multi-Stage Approach
The process typically begins with a consultation and “deep dive” into the current system and application, said Wood. “We begin the process diagnostically to identify the pain points, gaps, operating challenges, and any other potential risks in the current process and control system implementation. This supports a more targeted approach that focuses on areas of improvement that can bring the greatest impact in terms of operations and addressing risk exposure.”
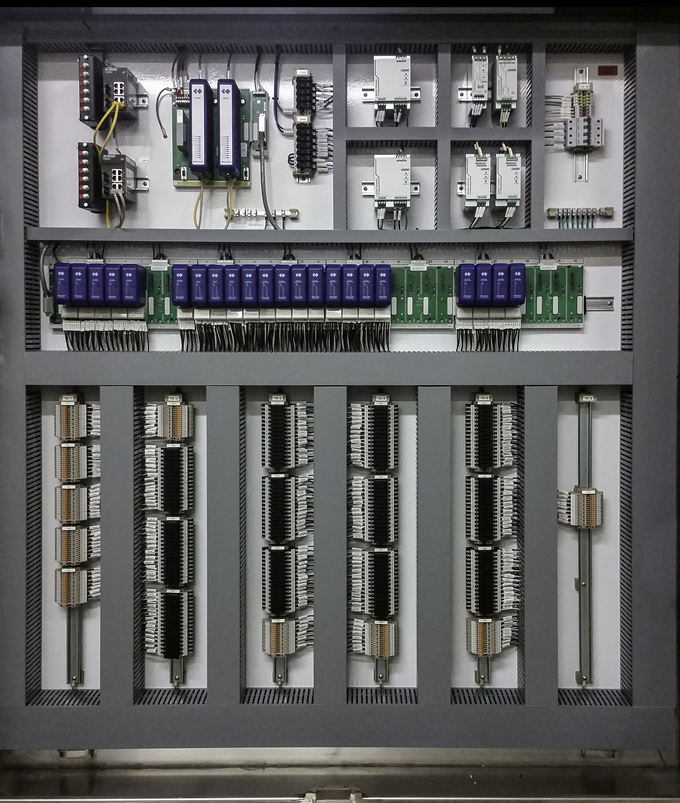
A multi-stage migration approach can often begin by integrating new DCS components with new and existing I/O devices. As I/O is one of the most significant investments in an automation upgrade, I/O drops can be replaced in a phased manner over time allowing for spare parts capture from decommissioned drops, phased implementation aligned with plant outage limitations and staggered financial investment.
Another consideration is the need to integrate the DCS system with the existing enterprise systems. “Customers want more than an effective implementation of the Level 2 automation system,” says Wood. “They often want improved data capture and the conversion of that data into useful knowledge presented in desktop KPI dashboards that can be utilized at the manufacturing execution level and/or the enterprise ERP level.”
The User Interface
A DCS system is a hub of a processor’s operations monitoring key variables such as flow, applied temperatures, pressure, level and material conveying/handling. The operator user interface brings all the data that is collected from production equipment and the controllers process and present it in a highly “human factored” manner for an operator, generating trends, alarms, etc.
The NovaTech D/3 interface, for example, displays real time process information in a complete customer-oriented graphical human-machine interface (HMI). Custom graphics, built using dynamic objects from an extensive library, make it easy for the operator to control the process, enter information, and interact with sequence programs.
Standard Operating Procedures, maintenance records, and other information are also available in desktop application formats. The information can be viewed using common Web browsers to display data from multiple plant sites from anywhere in the world.
A Migration Path into the Future
A DCS replacement is a significant investment that is designed as a long-term contribution to operations. Two key considerations are the system’s migration path and the overall DCS lifecycle cost.
Whether the search for a control system replacement was caused by system limitations or an existing system being “dead ended” by the supplier, process manufacturers want to avoid this situation happening in the future. When considering a project or supplier, the new system should be scalable, flexible and able to upgrade to future releases on an ongoing basis to leverage system updates and improvements.
The D/3 system, for example, was introduced in the early 1980’s. As a testament to its longevity and flexibility, Wood says the system can still be upgraded with applications written to run on the current version. Hardware has to be upgraded, of course, but a complete “rip and replace” is not required. The company refers to it as an evergreen solution based on its demonstrated commitment to protecting the customer’s migration path.
The total lifecycle cost of ownership needs to be factored in any DCS or control system migration or replacement project. The financial investment in replacing a control system encompasses more than the initial outlay for new hardware, software and engineering services. Process manufacturers need to also consider recurring maintenance, service support and upgrade costs that they will incur over what can easily be a 20-year or more lifespan. NovaTech works with its customers upfront to define this cost and provide a system life cycle plan to effectively manage and support the overall investment.
“A DCS sits on top of an inherently dynamic processing environment made more so as new equipment is added, production lines are expanded, and as issues like obsolescence and cybersecurity present new challenges over time,” explains Wood. “That is easier to navigate if there is a well-defined system life cycle plan and migration path forward that includes a carefully thought-out execution plan for success.”
For more information on DCS platforms, visit the NovaTech website at https://www.novatechweb.com/process-control/d3-distributedcontrolsystem/ or call (844) 668-2832.
Featured Product