In order to keep up with its strong heritage while also having a mind for the future, Cleveland Golf invested in additive manufacturing during the early millennium.
Hole-in-One: Cleveland Golf Case Study
Contributed by | EnvisionTEC
Cleveland Golf, founded as Cleveland Classics in 1979, has come a long way since the days of producing replica golf clubs. Headquartered in Huntington Beach, California, the international company has affiliates in three countries and a presence in over twenty others while maintaining a strong sponsorship of champions.
In order to keep up with its strong heritage while also having a mind for the future, Cleveland Golf invested in additive manufacturing during the early millennium. EnvisionTEC spoke with Dan Nivanh, research and development engineer at Cleveland Golf, who is responsible for running the company’s ULTRA® machine.
Nivanh uses the ULTRA® along with two other printers to complete rapid prototyping of club heads. According to Nivanh, the company began using 3D printing to cut production costs, but their Objet printer was not allowing the team to complete tasks efficiently. Nivanh sends the builds to a vendor who then makes the final cast. They use Siemens PLM NX, a CAD/CAM software solution, to design the prototype before running the file through Magics to print.
When Nivanh began working at Cleveland Golf, R&D had a plastic ProJet® printer from 3D Systems and a Stratasys Dimension 3D printer for wax models. “[Because of] the amount of printing that we do, we needed another printer to take some of the load off of the plastic printer, the ProJet® itself,” said Dan.
“The ProJet® was not as reliable — it was down maybe two times a week — so we needed to look into another printer which was less maintenance and wouldn’t break down as much as the ProJet® does.” The main problem with the production process at the company was that the downtime on printers meant the team had to send their prints to an independent contractor. “The downtime was crucial to approve the parts,” said Nivanh.
This indirect processing due to printer problems frustrated Nivanh until he decided to attend the Pacific Design & Manufacturing Tradeshow in Anaheim, CA. There he met an EnvisionTEC sales representative and learned about the functions, reliability and print quality of the ULTRA® family of printers
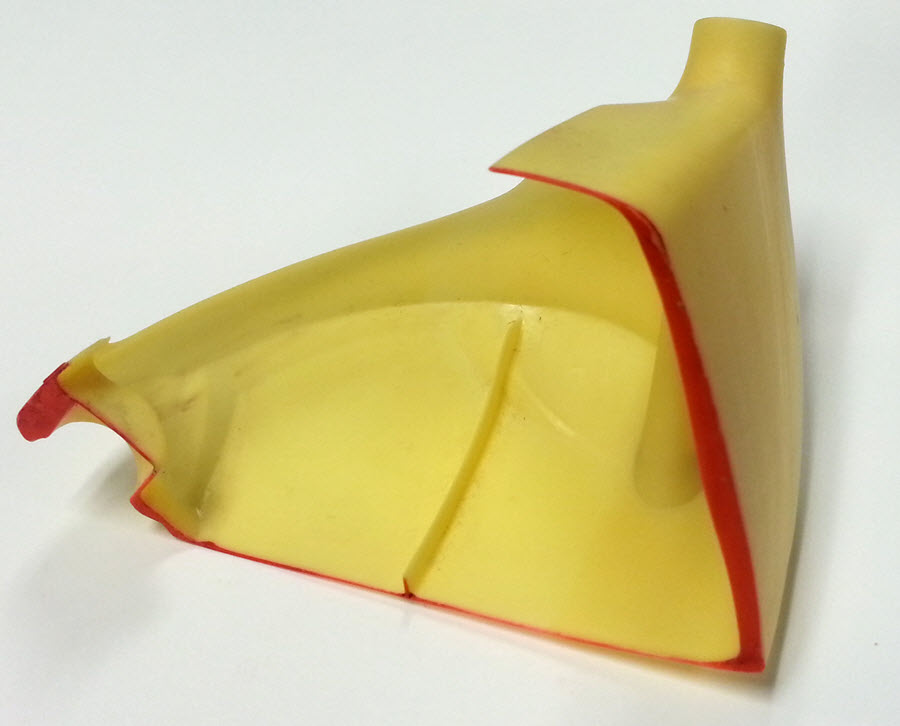

Nivanh and his team verifies their designs by looking at cross-sectional samples which physically show the design’s intent.
Dan chose the ULTRA® for the quality of the finished parts in addition to feeling comfortable with the technology. “With the ULTRA®, the user is able to debug some of the problems [with a prototype] on-site, and able to talk to the tech and walk through it and have the problem fixed in a couple of hours, versus having a tech guy come out here and spend all day on the actual printer trying to get it up and running again,” Nivanh said. “Once the user understands the function of the printer they’re able to diagnose the problem itself on-site, so by not having multiple moving parts [the ULTRA®] tends not to break as often as most printers.”

Nivanh finds that the ULTRA® not only performs better than he expected, it also performs better than the main printer he and his team had been using, a ProJet® machine. Nivanh is also pleased with his experience with tech support, though he needed minimal assistance due to the machine’s superior performance. He believes that the minimal moving parts on the ULTRA® is what causes his prototypes to materialise with fewer design problems. “Four years later and it hasn’t broken down yet,” he said. R&D at Cleveland Golf renders and prototypes club heads and drivers through the EnvisionTEC system. Not only does the team trust a machine to do work where other printers fail, but they also were able to harness a very precise, accurate technology entirely to the benefit of their production process.
Founded in 1979, Cleveland Golf is a manufacturer of golf and sporting equipment located in Huntington Beach, California.
The content & opinions in this article are the author’s and do not necessarily represent the views of ManufacturingTomorrow
Comments (0)
This post does not have any comments. Be the first to leave a comment below.
Featured Product

